





When hot-rodders, gear heads, drag racers, and just about anyone with a classic or “special interest car” need to have their engine rebuilt, it goes beyond just putting the new pieces together. More often than not, it entails some serious machine work by a noteworthy machinist and engine builder. This is especially true if you’re looking toward getting as much reliability and constancy out of your vehicle’s performance and drivability.

There are plenty of engine builders out there, but often, you need to consider who you’re trusting with your engine build. Now, there’s always going to be some shadetree mechanic who can “do it cheaper,” or who thinks they can do a proper job by honing out the bores with a drill and a grinder. We’re not kidding, we’ve seen it.
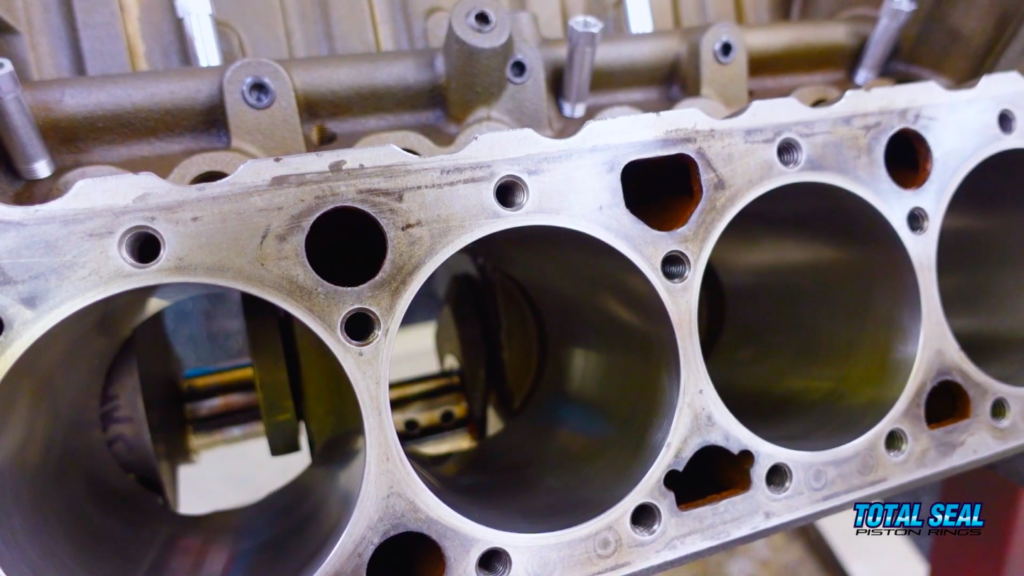
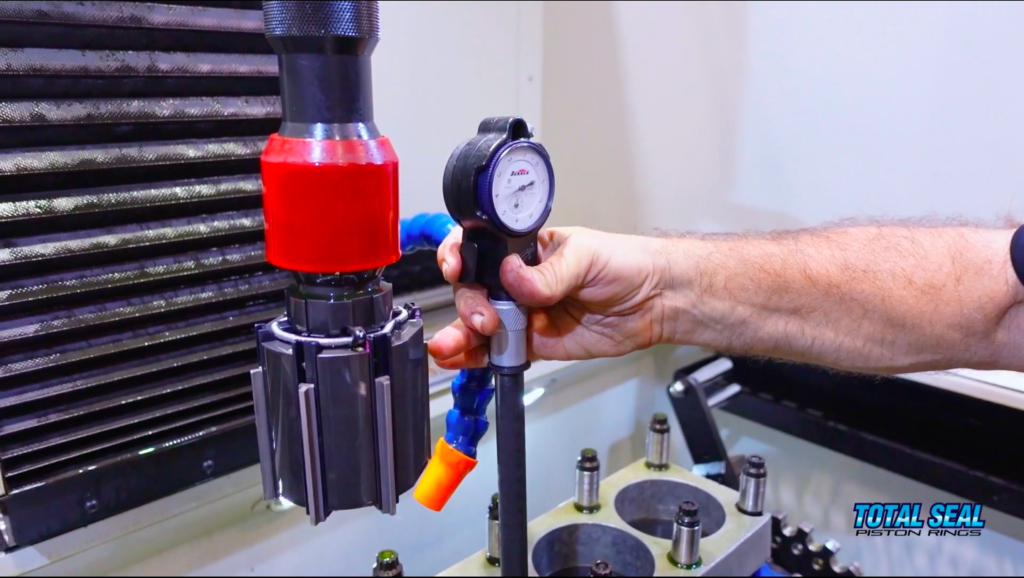
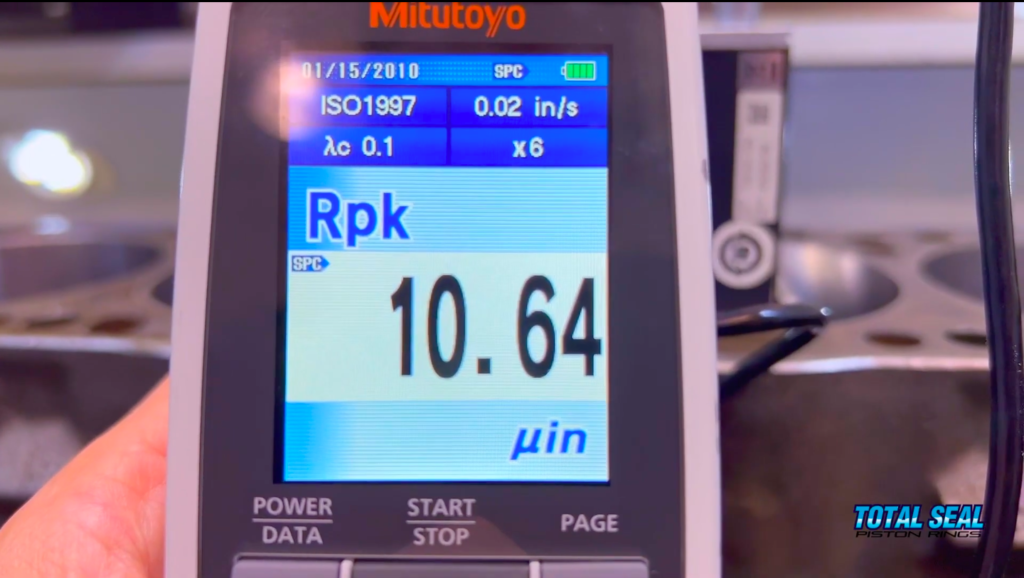
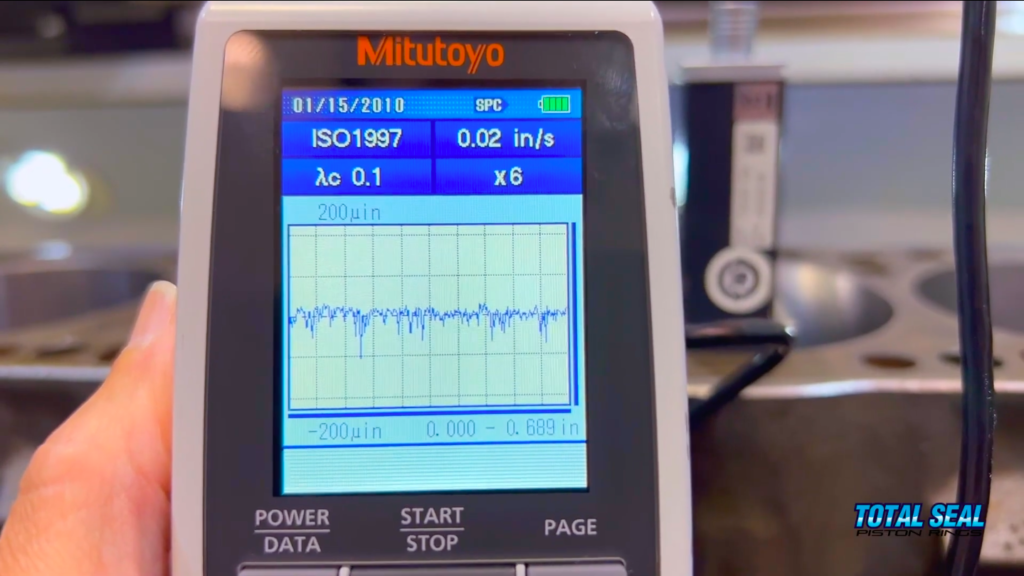
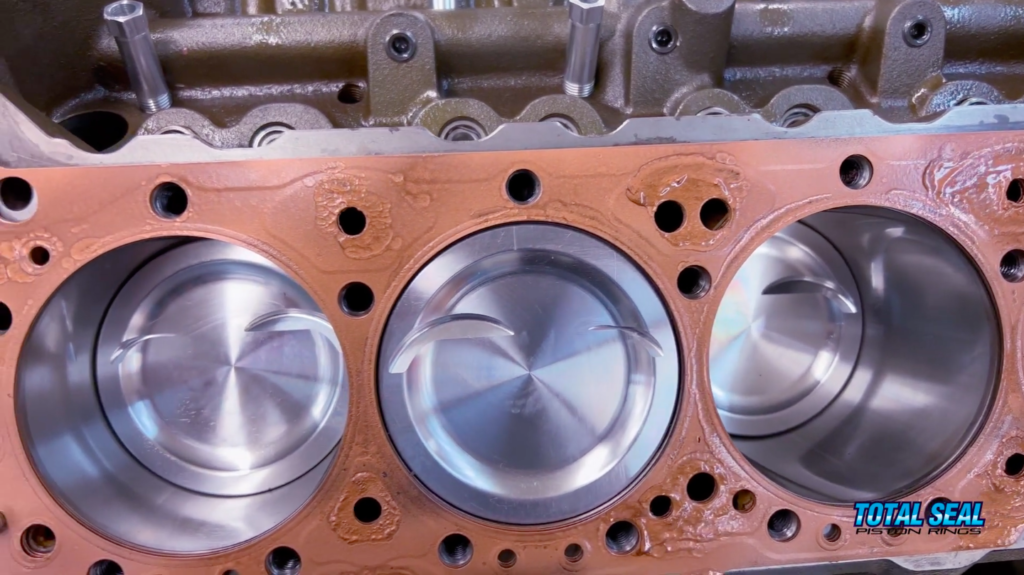
But just about anyone else will tell you, that’s never going to be 100% accurate, or consistent, when it comes to the bore diameter size, wall smoothness, ring seal, and achieving the perfect circumference of the bore itself. Sometimes, although it may “look round” to the naked eye, you might be in for a rude awakening when it comes time to measure the entirety of each of the bores.
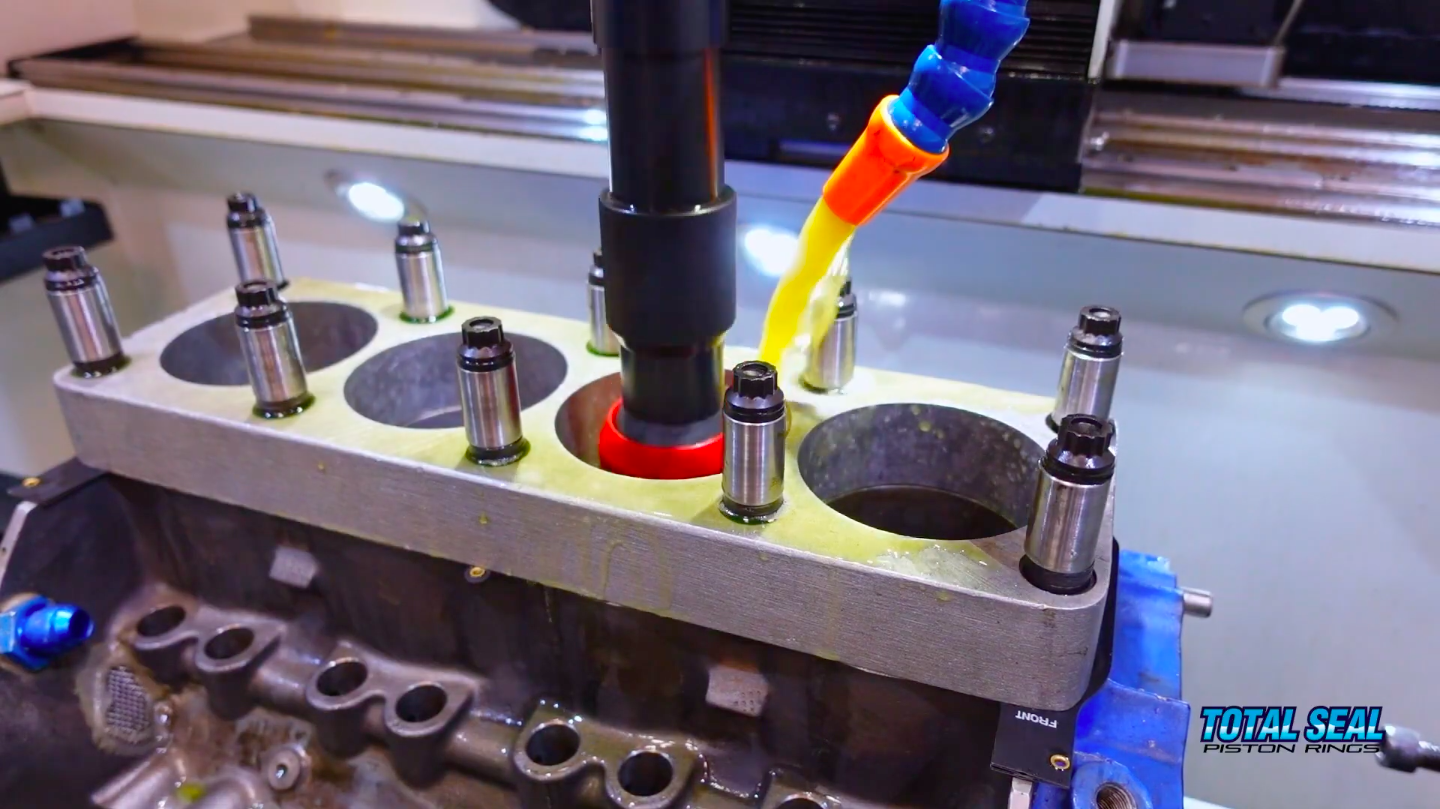
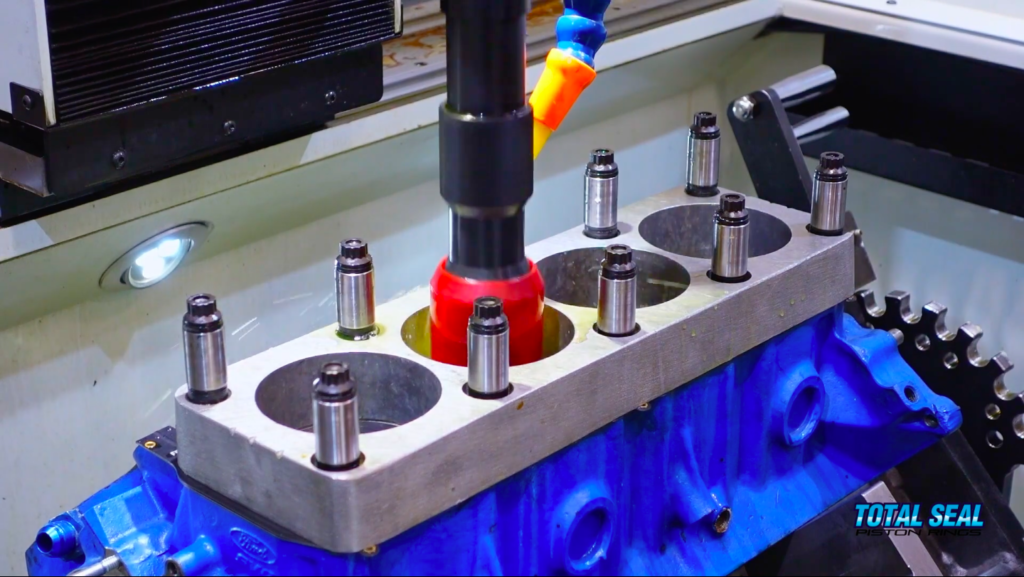
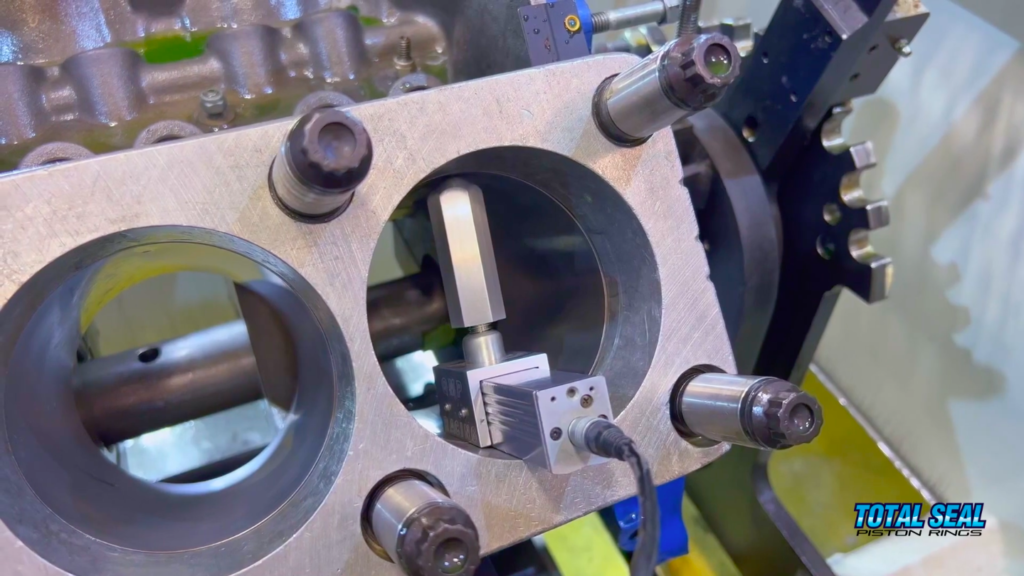
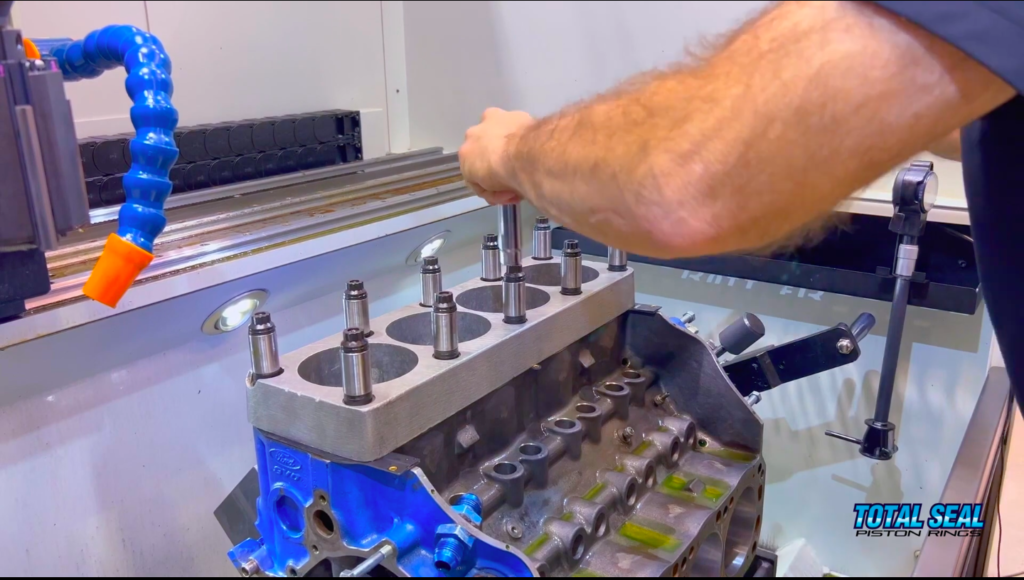
Today, we get a firsthand look on what it looks like honing an engine block, professionally, using professional equipment. In this case, a small-block Ford, to use for the example. Our friend Lake Speed Jr. over at Total Seal, teams up with Greg Anderson at KB Titan Racing to run through the process, with the help of a Rottler H85AX honing machine, we see all the steps how it’s really done!





Rick Seitz is the owner and founder of AutoCentric Media, and has a true love and passion for all vehicles; GM, Ford, Dodge, imports, trucks — you name it! When he isn’t clacking away on his keyboard, he’s building, tuning, driving or testing his current crop of personal projects!


